Al-Niクラッド材で可能になること |
リチウム・イオン電池のアルミ外装にはんだ付け可能なタブを溶接する
|

|
リチウムイオン電池は、アルミケースが正極になっていて組電池を製作する場合は、はんだ付けもしくはニッケル板の溶接が必要になります。 電池の性質上はんだ付けはもちろん、18650などでタブとして利用するニッケル板も溶接することが困難です。
|
|
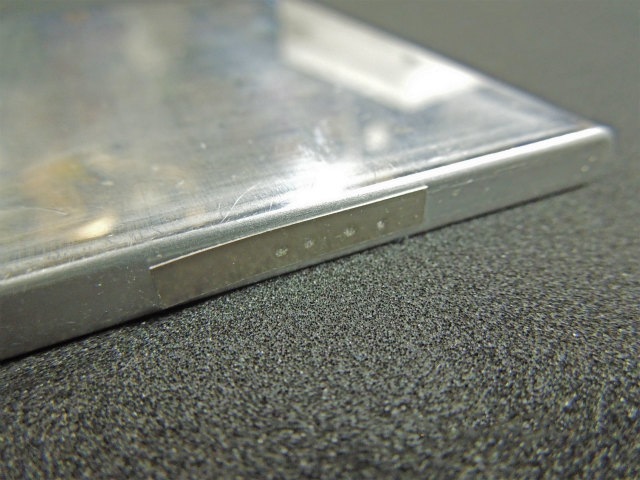
アルミ・ニッケル クラッド材を電池のアルミ外装に溶接しておけば、はんだ付けも可能になります。クラッド材はアルミ側は電池のアルミ外装側にし、ニッケル側に電極をあてて溶接します。 |
|
|
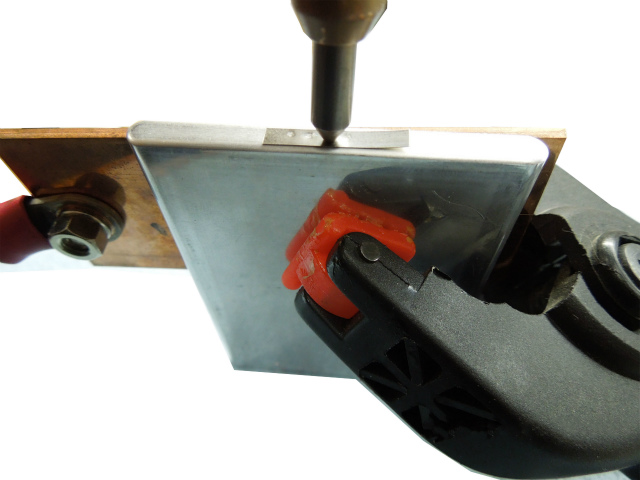
アルミ外装の表側に平板電極(必要に応じてサイズ調整)をあてクランプで固定して電極には(+)極側のケーブルを接続します。アルミ外装の底部にはアルミ・ニッケルクラッド材のアルミ側が当たるように位置決めし、(-)極側ケーブルを接続した溶接スティック電極は、アルミ・ニッケルクラッド材のニッケル側に押し当てて溶接をおこないます。 |
|
【使用機器】
HSW-03 溶接機
HSW-FB2 平板電極
PSW-P2 溶接スティック
【ワーク】
アルミニウム外装リチウムイオンバッテリー
【クラッド材】
HSW-AN40(0.1t,4.0w)
【設定】
17V 12mS
【結果】 ◎ |
SUSメッシュをアルミ・ニッケルクラッド材のニッケル側へ溶接します。 |
|
|
|
| アルミ・ニッケルクラッド材の利用例 |
|
|
アルミ・ニッケルクラッド材を溶接することで、ニッケル部に半田付けしてリード線を引き出すことができます。 HSW-03にて +平板電極をアルミ外装に密着し、PSW-P2 溶接スティックを-極として 17V, 12mS にて溶接
|
| |
|

|
アルミ・ニッケルクラッド材をアルミホイルに溶接することで、ニッケル部に半田付けしてリード線を引き出すことができます。 詳細
|
| |
|
 |
アルミ・ニッケルクラッド材をリチウムイオン電池のアルミ箔リードに溶接することで、ニッケル部に半田付けすることができるようになります。 詳細 |
|
|
| |
|
| |
|
|
|
|
価格と購入は こちら から
|
|



























