| |
|
アルミニウムを電極とするリチウムポリマー電池に、半田付け可能なニッケル板を溶接したいという需要があります。
また、アルミ箔を重ねて溶接したいという要求もみたすことができます。
|
 |
 アルミニウムの溶接は、ステンレスやニッケルに比べて難しいと言えます。原理のページでも触れたように、アルミニウムは電気を流しやすい素材です。そのため、電流を流しても発熱が少ない上に、熱も逃げやすいので、スポット溶接しにくいのです。加えて、表面を覆う酸化物は、絶縁体ですからこれを破壊して電気を流す必要があります。 アルミニウムの溶接は、ステンレスやニッケルに比べて難しいと言えます。原理のページでも触れたように、アルミニウムは電気を流しやすい素材です。そのため、電流を流しても発熱が少ない上に、熱も逃げやすいので、スポット溶接しにくいのです。加えて、表面を覆う酸化物は、絶縁体ですからこれを破壊して電気を流す必要があります。
困難とはいえ、100ミクロン(0.1mm)以下の薄板ならばHSW-02Aでも溶接可能です。
<機種別の溶接能力比較についてはこちら> |
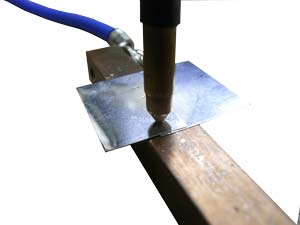
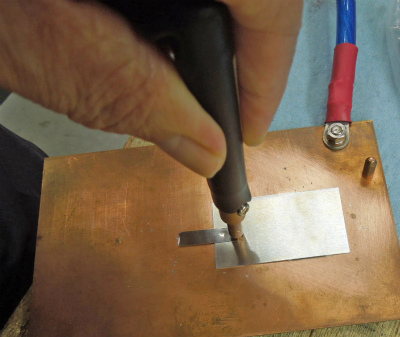
アルミ薄板の溶接には、大電力を短時間に加えることと、薄いアルミ材の場合は溶断させないために、放熱にも考慮する必要があります。
上の写真で、棒状電極を用いタ理由は、放熱対策です。また、溶接ペンの先端形状も、1m㎡程度の接触面積を有するものが適しております。
その上で、十分な押下圧力を加えながら、電流を流して溶接します。 |
溶接ピンセットを用いると、十分に放熱ができないために、厚さによっては穴が開いてしまい、安定した溶接が困難でした。 |
|
アルミニウムとアルミニウムの溶接 Alminium Film |
種別\厚mm |
0.02 |
0.07 |
0.1 |
0.22 |
0.015+0.1 |
HSW-01A |
|
|
× |
× |
|
|
HSW-02A |
|
◎ |
◎ |
△ |
|
|
HSW-03 |
◎ |
◎ |
◎ |
◎ |
◎ |
|
|
|
|
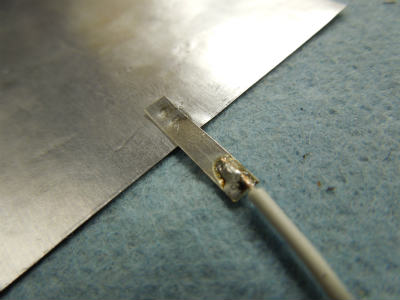
アルミニウム箔20μm+100μm強度
|

20μm+100μm |
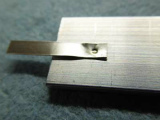
【使用機器】 HSW-02A と 溶接ピンセット(HSW-W2) 写真のように、2点で溶接した20μm+100μmのアルミ箔に、剪断方向で20gステップで140gまで荷重をかけましたが、溶接に異常は認められませんでした。写真は試験後の状態です。
<強度試験機による計測結果はこちら>
|
アルミ箔の溶接では、表面の酸化膜を破壊せねばならず、溶接には高い電圧を必要とします。また、アルミ箔を溶断させないためには、エネルギー量を絞るためパルス幅を狭くする必要がありますので、パルス幅可変機能のないHSW-01Aは適しません。 |
|
アルミニウム+アルミ・ニッケル クラッド材 Alminium+Al,Niclad |
 |
【アルミ・ニッケル クラッド材 について】
アルミにニッケルを溶接することで、容易に半田付け可能な電極とすることができます。ところが、通常のニッケル板は、アルミニウム板厚みや表面の状況、電極の影響を大きく受け、安定して溶接できる条件を見出すのに時間がかかります。 ここでは、アルミとニッケルを張り合わせて0.15mm厚としたクラッド材を用いることで、溶接が確実かつ安定してできることを示します。
【使用機器】 HSW-03 と溶接スティック(PSW-P1)
平板電極(HSW-FB2)
【ワーク】 t2.0アルミ板 + t0.15 Al・Niクラッド材
※クラッド材は、Webショップにて |
| |
 |
アルミニウム + 熱電対 Alminium + Thermocouple |
アルミニウム(2.0mm厚)に K熱電対 先端部を溶接
|
K型クロメル・アルメル線径(mm) |
0.025 |
0.1 |
0.32 |
0.65 |
備考
|
HSW-01A |
×△※1 |
○◎※1 |
△※1 |
× |
|
HSW-02A |
◎※1 |
◎※1 |
○◎※1 |
×△ |
|
HSW-03 |
◎ |
◎ |
○◎ |
△○ |
シーム
モード |
|
アルミニウム(2.0mm厚)に T熱電対 先端を溶接
|
T型銅・コンスタンタン線径(mm) |
0.025 |
0.1 |
0.25 |
0.65 |
備考
|
HSW-01A |
|
|
○※1 |
×△※2 |
|
HSW-02A |
|
○◎※1 |
○◎※1 |
△※2 |
|
HSW-03 |
|
○◎ |
○◎ |
○※2 |
|
|
【注】 ※1 HSW-PC1(パワーコントローラ) が必要です。
※2 心線径 0.65mmでは、コンスタンタン側は溶接可能,銅側は不可
※3 すべてに、電極への溶着を低減させるPSW-P2電極の使用を強く推奨 |
|
☆アルミニウムは、アルメル・クロメルに比べて電気抵抗が低いので、電流により発生する熱が少ないため溶接には大電流が必要になります。電極の放熱とペルチェ効果の積極的利用により、ワークとアルメル(クロメル)線の接する部分で発熱、アルメル(クロメル)線とペン電極が接する部分で吸熱が起きるように配慮しないと、アルメル(クロメル)心線は溶着せず溶断してしまいます。具体的には、アルミ側を(+)、熱電対側を(-)にします。さらに、アルマイト処理がされた品ははアルミ表面を研磨し、はく離する必要があります。それでも、全般にニッケルやステンレスと比較して、厚手の素材の場合の溶接強度は高くありません。
|
|
アルミニウム箔+ニッケルメッキ真鍮ラグ Alminium Film + Lag Terminal |
機種\直径・厚mm |
アルミ0.1mm |
アルミ0.15mm |
HSW-01A(ラグ) |
× |
× |
HSW-02A(ラグ) |
○・△ ※2 |
○・△ ※2 |
HSW-03(ラグ) |
◎ |
○ |
HSW-04(ラグ) |
予定 |
予定 |
|
|
|
ラグ板溶接 簡易強度試験結果
ラグ板+ Al 0.15t・・・0.2~1kgw で破断 |
 |
真鍮ラグ0.2tとアルミ板0.1t溶接後の、簡易強度試験結果です。溶接部がはく離するのではなく、材料破断を起こしております。これにより評価は◎とします。 |
|
アルミニウム+ニッケル板
Alminium+Nickel Sheet |
機種(板厚) |
Al0.1t |
Al0.2t |
Al0.4t |
Al1.0t |
HSW-01A(ニッケル0.08t) |
|
× |
|
|
| HSW-01A(ニッケル0.10t) |
|
|
|
× |
| HSW-01A(ニッケル0.15t) |
|
× |
|
|
HSW-02A(ニッケル0.08t) |
|
○・△ |
|
|
| HSW-02A(ニッケル0.10t) |
|
|
△ |
× |
HSW-02A(ニッケル0.15t) |
|
△ |
|
|
HSW-03(ニッケル0.08t) |
◎ |
◎ |
|
|
| HSW-03(ニッケル010t) |
◎ |
◎ |
○ ※1 |
△ |
HSW-03(ニッケル0.15t) |
◎ |
◎ |
◎ |
|
HSW-03(ニッケル0.25t) |
◎ |
|
◎ |
|
|


ピンセット電極(HSW-W2)
平板電極(HSW-FB2)
と
溶接スティック(PSW-P2)
棒状電極(HSW-EB1)
と
溶接スティック
※融点の低い側の金属の放熱を考慮して、電極形状を選択する必要があります。 |
 |
左は、0.1tアルミ板(左)と0.25tニッケル板(右)をHSW-03機、電極は溶接スティックPSW-P1と棒状電極HSW-EB1を用いて2点で溶接したのち、引張り試験を実施した結果です。
溶接部以外でアルミ側の材料破断を起こしております。従って、上の評価では◎を与えております。
ワークの強度によって溶接部で材料破断を起こした場合も◎を与えました。
溶接部で材料破断を起こさず、はく離した場合は、強度により○もしくは△を与えてあります。 |
|
|
リチウムポリマー電池 + ニッケル板 Litium Polymer Bat + Nickel |
 |
リチウムポリマー電池の電極リードは、メーカーにより異なりますが、この電池の場合陽極はアルミニウムの厚さ0.07mmで引き出しています。(陰極はニッケル0.07t) このままでは半田付けができないので、厚さ0.08mmニッケル板(弊社HSW-N12)を溶接しました。 |
 |
【電極】 平板電極(HSW-EB1)と溶接スティック
(PSW-P1)を使用
※2 平板電極-Al-Ni-溶接スティック
【機種】 HSW-03
【評価】 ◎
【備考】 HSW-02Aでも溶接可能(未確認)
|
| |
|
アルミテープ + アルミ・ニッケルクラッド材 Alminium Nickel Clad |
 |
アルミテープをプラスチックケースの内側に貼り、静電シールドをする場合、リード線を半田付けして引出しできると良いと思いませんか。アルミニッケルクラッド材をアルミテープに溶接すると、ニッケルに半田付け可能です。 |
 |
DIYショップで市販のアルミ粘着テープ
【電極】 溶接ペンまたはPSW-H3電極を使用
【機種】 HSW-03
【評価】 ◎
【備考】 HSW-02Aでの溶接可能性(確認中)
|
| |
|
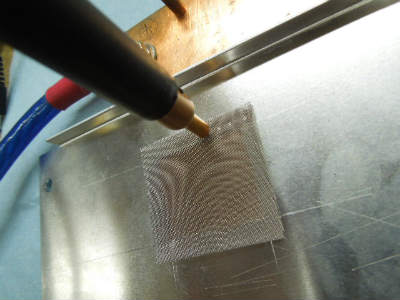
アルミ1.0t+アルミ・ニッケルクラッド
+SUSメッシュ Alminium Nickel Clad |
 |
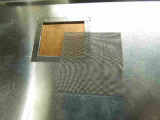
1mm厚のアルミ板に通気フィルタとしてステンレスメッシュを取付てあります。アルミとステンレスの間にアルミニッケルクラッド材を挟むことにより両者を容易かつ確実に溶接することが可能です。 |
 |
【電極】 溶接ペンまたは
PSW-P1電極と
HSW-FB2(平板電極)を
使用
【機種】 HSW-03
【評価】 ◎
【備考】 HSW-02Aでの
溶接可能(HSW-03推奨)
|

|
実際に10年越えで熱変形もあり不良となった浴室電防乾燥機のパネルをアルミ板で作り交換しました。同時にファン内部とヒータも清掃しました。
|
| |
| |
表の中で使用する記号の意味 |
【溶接強度 ◎○△× 記号の意味】
板材の場合、ほとんどの場合2点で溶接を行って評価しております。
◎ |
・十分に機械的な強度が得られた状態で、金属片同士なら20kgf程度の荷重に耐えられるます。
・また、電池やラグの場合は、5kgf以上耐えられる状況で◎を付します。 |
○ |
・◎ の半分程度しか強度がない状態です。電気的にはしっかり接合しております。
・
十分とはいえませんが、用途により使用可能な状態です。 |
△ |
・電気的に接合するも、溶接部を指先で比較的容易に剥離可能です。
・2m程度の高さから、コンクリートの床に落としても剥離することはないが、継続的に3kgfまで耐えられなかったものに与えております。
・
用途としては、ロー付けを行う場合の仮固定や、電気的な接続が必要だが力のかからない部分の一時的な接合を想定しております。 |
× |
溶接できない。若しくは 1mの高さからコンクリートの床に落として剥離した場合に与えます。 |
|
|
|