|
HSWシリーズ パーソナルスポット溶接機の使用方法
|
|


ここでは、スポット溶接機の操作方法についてお伝えします。 電極については こちら をご覧ください。
|
スポット溶接機と安全性の概要
|
|

HSW-01A型 パーソナルスポット溶接機

HSW-02A型 パーソナルスポット溶接機

HSW-PC1 パワーコントローラ
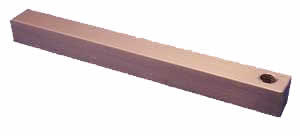
HSW-EB1 棒状電極

HSW-G1 保護メガネ

HSW-W2 溶接ピンセット電極
【溶接機の価格】 【オプションの詳細と価格】
|
電気的な安全性について |
電極に通電される電圧が最大でも安全電圧内の25ボルトに設計されているHSWシリーズスポット溶接機では、通電された電極に触れた場合でも感電の心配がなく安全が確保されているといえます。
|
安全電圧とは |
人体に危険とならない程度の電圧を安全電圧と呼んでいます。ドイツやイギリスでは24ボルト、オランダや日本では50ボルト以下とされています。
Yokodai.JP製のスポット溶接機で使用している、 24Vという電圧は、指や手で触れてもほとんどの人は何も感じないでしょう。
しかし24Vという電圧は、まったく安心できるかといえばそうではなく、湿り気がありかつ皮膚の弱い部分、たとえば唇や舌で触れるとちょっとしびれる程度では済みません。
電圧9Vの積層乾電池でも、唇や舌に触れればかなり刺激的ですので、心臓疾患をおもちの方や小さいお子様が溶接中の電極に触れることのないように十分ご注意ください。安全のためには、やはり手袋を装着するほうがよいでしょう。
|
作業環境の安全について |
パーソナルスポット溶接機では、正常に溶接が行われる場合(十分な電極圧力と適正な溶接電力)は、アーク溶接のように大量に火花を発生することはありません。しかし、溶接ペン圧力が不足したり、鉄やステンレスの溶接時、溶接電力が大きい場合には、火花が飛び散ることがあります。さらに、材料の質や大きさに比べて溶接時の印加電圧や時間が大きすぎた場合、溶けた金属が飛散する場合もあります。少量であっても溶けた金属は、畳やカーペットを焦がします。このような状態と強い光線から目を保護するため保護眼鏡を着用してください。また換気にも留意してください。
|
利用可能な電源について |
| 一般家庭でも使用できるようAC100Vで設計されています。必要な電力も100W以下ですから、テレビ受像機程度です。また、電源装置はユニバーサル対応ですので、100Vから240Vまで使用可能です。(国内使用を前提にしていますので100V以外での保証はありません。)さらに、利用場所を広げるために単三電池で動作する電源装置も用意しております。 |

どこでもスポット溶接を可能にする(AC電源不要)
ポータブル可変電圧電源装置 HSW-BPS
SANYO製 eneloop 単三形(4本)を装填し、0V~24Vまで連続可変。最大出力で連続100回以上
電池交換せずに溶接が可能です。(HSW-01A,HSW-02A)
詳しくは、<こちら> をご覧ください

データベースには、多くの金属種の詳細事例があります。
溶接圧力は、オプションの圧力計で管理することができます。(現在、準備中)
|
HSWシリーズ スポット溶接機の操作
|
電極の選択 と セットアップ
|
|
|
溶接ペンはHSWシリーズ溶接機本体に標準添付の溶接電極です。(右)
手で保持し加圧するため、量産には向きませんが、多くの溶接条件に柔軟な対応を可能にしています。 |
|
|
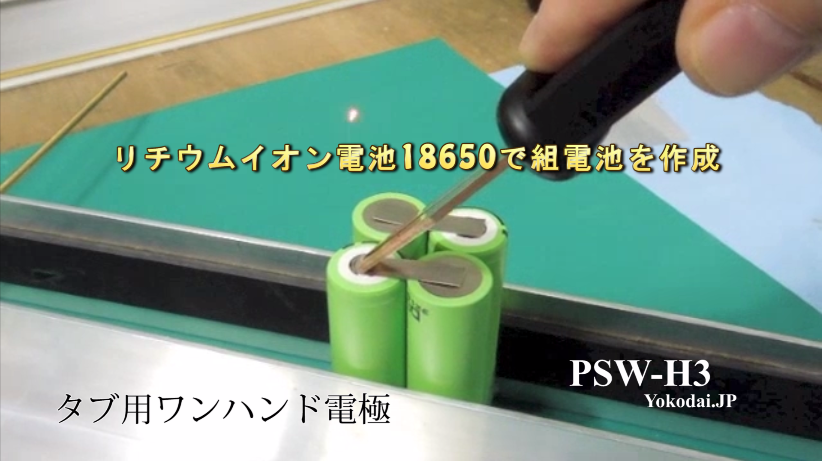
 バッテリー・タブは2本の電極を、同じ側からあてます。 バッテリー・タブは2本の電極を、同じ側からあてます。
[詳細ページ] |
|
銅板に一方の溶接ペンを押し当てて溶接します。
[詳細ページ] |
※溶接ペンはHSWシリーズ溶接機に標準装備です。 |
----------------------------------------------------
以下で使用している電極は、上の標準装備の溶接ペン
よりも、圧力を加えやすく、また先端も溶着しにくい
溶接スティック電極 PSW-P1 を利用しています。
---------------------------------------------------- |
|
電源の投入
|

HSW-01A


HSW-02A

|
電源装置を本体に接続します。
電源は家庭用の100VからACアダプタを通して給電されます。
HSW-02A用のACアダプタでも最大60Wですので家庭用の電源で十分使用できます。
HSW-03は65Wです。
|
|
電源スイッチONででパワーLEDが点灯します。HSW-02Aでは6段階で電圧を表示します。
電源をONしてから、10秒足らずで最大能力で利用可能になります。
HSW-03機では、電圧・パルス幅ともにLCDで確認できます。
各機種とも赤色のトリガースイッチを押すと、溶接電流が電極へ流れます。 |
細線や箔を溶接する時は
|

|
HSW-01A,02Aではパワーコントローラを使用して、電源電圧を制御します。 |
| ※溶接可能金属や厚み・太さ・機種による制限など、HSW-01A,02A,03の溶接能力比較については<こちら>をご覧ください。 |
|
HSW-02Aでは溶接対象にあわせて溶接パルス幅を調整することが出来ます。 |
| |
|
溶接準備
|
|
小さな部材の溶接では、必然的に、目と部材との距離が近くなります。 |
溶接 (左の列にある電極の選択をご覧ください) |

<トリガーLEDの点灯>
|
トリガースイッチを押すと、電極に電流が流れ溶接がおこなわれます。
|
|
フットスイッチがあれば、足でトリガーでき、作業能率が向上します |

|
|
 ステンレス線を溶接するには、棒状電極と、溶接ペンを使用します。 ステンレス線を溶接するには、棒状電極と、溶接ペンを使用します。
[詳細ページ] |
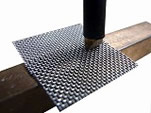 |
ステンレスメッシュの溶接では、棒状電極と、接触面積をおおきくした溶接ペンをもちいます。PSW-P2の使用がベストです。 |
 |
 現場でステンレスメッシュにパッチを当てる場合は棒状電極を押し当てます。 現場でステンレスメッシュにパッチを当てる場合は棒状電極を押し当てます。 |
|
押下圧力を上げる場合や、電極を変更する場合は、溶接ペンに替えてPSW-P2電極の使用が作業性を向上させます。 |
| |
|
クリップ電極を利用した溶接
|
|
0.5mm以下のシム板を、金型に溶接しています。
電極は溶着の少ないPSW-P1にクロム銅電極を用いました。 |
|
熱電対を銅管に溶接しています。
<詳細ページ> |
| |
|
|
|
|
| 人体に危険とならない程度の電圧を安全電圧と呼んでいます。ドイツやイギリスでは24ボルト、オランダや日本では50ボルト以下とされています。 |
| |
Yokodai.JP製のスポット溶接機で使用している、
24Vという電圧は、指や手で触れてもほとんどの人は何も感じないでしょう。
しかし24Vという電圧は、まったく安心できるかといえばそうではなく、湿り気がありかつ皮膚の弱い部分、たとえば唇や舌で触れるとちょっとしびれる程度では済みません。
電圧9Vの積層乾電池でも、唇や舌に触れればかなり刺激的ですので、心臓疾患をおもちの方や小さいお子様が溶接中の電極に触れることのないように十分ご注意ください。安全のためには、やはり手袋を装着するほうがよいでしょう。 |
|
|
電極押下圧力について
|
|
熱電対、特に線径0.1mm以下の溶接には、熱電対専用溶接ピンセットが適しています。
|
| |
| |
|
突き合わせ電極を用いた溶接
|
|
 
リング溶接 SUS1.6φ 突き合わせ溶接
詳細は突合せ溶接・リング溶接をご覧ください。
|
| |
ローラー電極を用いた溶接
|
|
| |
|
| |
電池タブ付けのようにワークの片側からしか電極を当てることができない場合に特化した専用電極です。電池タブの溶接も片手で確実に行うことができます。
|
|
スポット溶接では、「電極の押下圧力」は、溶接電流やワーク・電極の材質や形状と並んで、大変重要な要素です。
電極をワーク(溶接する金属)にしっかり押しつけると、
①金属表面の酸化物や油脂の影響を最小にでき
②電流が流れやすくなり、その結果、
③発熱量も大きくなります。 さらに
④溶けたワーク同士を密着させます。 逆に、電極の押しつけ圧力が不足すると、
⑤ 接触部が溶断、火花(スプラッシュ)が発生
⑥ 溶けた金属が火花となって飛散し、
⑦ 薄い金属の場合には穴があくこともあり、
⑧ 音と光で 人は驚くことになります。
データベースには、多くの金属種の詳細事例があります。
|
火花(スプラッシュ)の発生を低減させるには |
溶接作業に慣れてきても、しっかり押しつける前に溶接(トリガー)したり、諸条件から、スプラッシュが発生することがあります。 これを防止する有効な策として上の①から④に加えて、
⑨ 溶接機のパワーを絞った状態
・溶接電圧を1/3程度に低下させる。
・溶接パルス幅を1/3程度にする。
で、一度、仮溶接を行い、
⑩ その後、規定のパワーで本溶接を行います。
1工程増えてしまいますが、スプラッシュの発生を防止(低減)するのに効果的です。
バッテリーの溶接時にスプラッシュが発生し、困っている方は是非お試しください。
HSW-03機では、この機能をダブルパルスモードとして実装していますので、1度のトリガー操作で上記のような溶接が可能です。
また、2本の電極のうち一方で圧力が不足していても、不足している側の電極で火花(スプラッシュ)が発生してしまいます。
バッテリータブの溶接時には、タブ用ワンハンド電極PSW-H3の利用が非常に効果的です。2本の電極の自動バランス機能により失敗の少ない溶接が可能です。
|
| |
|
| |
スポット溶接機は、溶接機本体(この世界では溶接電源とも呼びます)も大切ですが、電極の材質と形状も大きな要素です。
次ページでは、電極の材質と先端形状を中心にお伝えします。 |
|
| |
|











































 溶接物を上下から挟み込む
溶接物を上下から挟み込む