ステンレスの溶接方法と事例紹介(作品紹介) |
ステンレス線の突き合わせ溶接
|
|
|
|
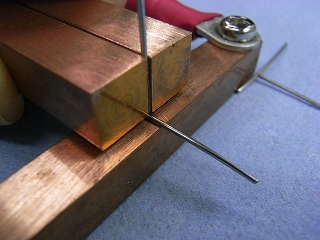
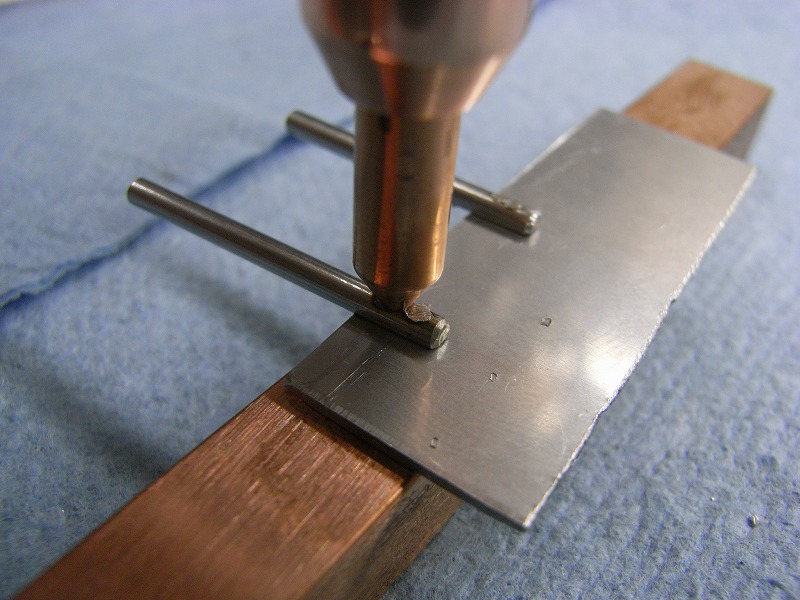
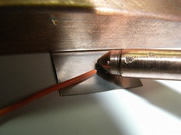
| 上の棒状電極で挟んだ線の先端を、下の棒状電極に置いたSUS線の側面に溶接しています。 |
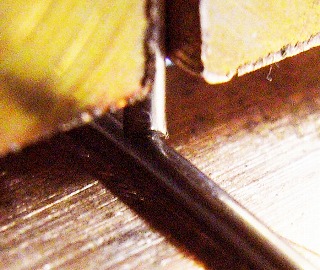
左の写真を拡大したものです。下側の棒状電極に設けた溝で、SUS線が転がるのを押さえています。 |
SUS線のT字溶接部分です。
(写真クリックで拡大表示)
|
| 現時点でYokodai.JPでは、このような突き合わせ溶接用の電極を用意していないため、お客様に自作して頂く必要があります。この例では0.9φのSUS線同士をT字型に溶接しています。HSW-03機の溶接パルス幅0.45mS電圧14Vで溶接しました。しっかり溶接されていましたが、もう少し溶接部分への押下圧力を上げ、パルス幅を増やすほうがよさそうです。 |
|
|
|
| 突き合わせ溶接用の電極は、このようなものを製作し使用しました。 |
突き合わせ部分の突出は、必要最小限にします。 |
0.5tのSUS板に0.9φSUS線を溶接したところです。 |
|
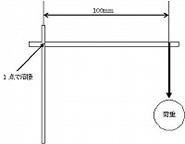
左は、1.0tのSUS板の表面にバネ用SUS線1.5φの先端部を、
HSW-03機・20V・20mSで溶接し、溶接点から100mm離れたSUS線に280グラム重を加えたところ、SUS線は曲がりましたが溶接部は異常なし。 |
|
|
|
|
カプトン裏打ステンレス箔と銀メッキ銅より線の溶接
|
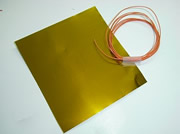
裏面はカプトン |

表面は30μmのSUS箔 |
銀メッキの銅より線
|

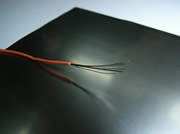
より線を溶接しまとめます |
棒状電極をあて溶接 |

完了 |
|
電流やパルス幅を調整しないと、簡単にSUS箔は溶断してしまいます。(右)また、SUS箔は30μmと薄いため、溶接箇所付近のSUS箔には数カ所の小さなピンホールが開いていました。カプトンは破れることはありません。
|
|
| |
|
|
|
|
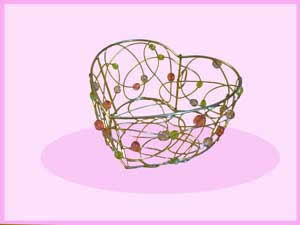
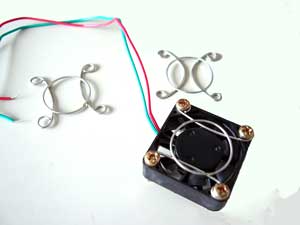
ファンシーケースの製作
ここでは、左のような作品をつくる過程をご紹介いたします。
左の写真をクリックすると、詳しい制作手順や図面を記した小冊子が別ウィンドウでご覧いたでけます。
|

ティッシュペーパホルダー
スポット溶接機は、ステンレスを身近な金属素材に変えてくれます。
|
 棒状電極を利用し溶接
棒状電極を利用し溶接 |
 机に棒状電極を固定し溶接
机に棒状電極を固定し溶接 |
 ビーズが落ちないようにレイアウト
ビーズが落ちないようにレイアウト |
| |
|
|

直径2mmのステンレス線でランプシェードを作りました 。
塗装も不要でいつまでも錆びないフレームができます。
【使用機器】 溶接機(HSW-03)
|

ステンレス板と 鉄ワイヤーロープ
ステンレス箔と銀メッキ銅より線
|
| |
|
|
| |
|
|
ステンレス線を使用した作品例
|
|

ステンレストレイの修理 |
強度が必要な左の2点は受注生産品HSW-03Sを利用して溶接しました。

|
|
|

SUS1.0tに2.0φを溶接
|

SUS316の平径13 M8ナットに
SUS316厚0.4板を溶接(HSW-02) |

連続したリング溶接で
ステンレス鎖を製作 |
 スプリング末端を処理
スプリング末端を処理
|
| |
|
|
カスタム電極によるφ3.0ステンレス線の溶接 |
 
フィールド作業用グリップ電極によSUSφ3.0のスポット溶接
掲載の品は受注生産品につき、メールにてお問い合わせください。
|
|