インコネル718 3.2mm幅・厚さ 0.23㎜ 突き合わせ溶接
写真のように平面性を担保しながら、突き合わせ方向に加圧しながら溶接する必要があります。試作程度の数量ならば写真のような溶接電極・治具にて対応可能ですが、数量をこなすのであれば、御社にて専用の電極・治具を製作されたほうが良いと思います。
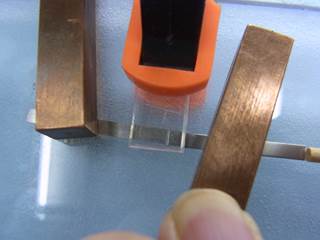
ガラス板上に、ワークを配置し、左側をバイス状にした電極で挟んでいます。
右側は棒状電極を押し当てています。
中央部は、アクリル板をバイスで押さえ、平面性を担保しています。
右側のワークを左へ押しつける方向で加圧しながら溶接いたしました。
パルス幅を大きくいしていくと、発熱のためアクリル板が溶けましたので、パルス幅は4mSまでで実験をいたしました。アクリル板を耐熱性のある材質に換えれば、パルス幅を大きくすることにより溶接強度は上げられるものと思われます。