T熱電対玉先端をMoワークに溶接
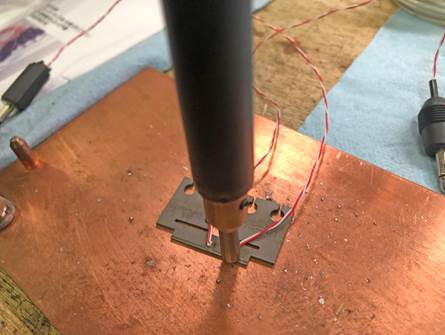
| 1 | 試験片 | T熱電対玉先端をMoワークに溶接 |
| 2 | 使用機器 | HSW-03 |
| 3 | 使用電極 | HSW-FB2(平板電極)、 PSW-P1(溶接スティック) PSW-P2WQSN(銅タングステン電極) |
| 4 | 機器設定 | 電圧 20V パルス幅 0.5mS |
| 5 | 溶接状況 | 通常の溶接モードでは、ワークの表面状態の影響で、スプラッシュが飛んで溶断したり、フラッシュ溶接状態になりました。 電圧設定20Vにてシーム溶接モードで通電時間を0.02mSから0.8mSへと増加させながら溶接しました。電極をワークにしっかりと押し付けることが 肝要でした。 |
| 6 | 写真 | |