突合わせ溶接 (upset Welding) は金属の木口(端面)同士を突合わせて溶接するのですが、その中に電流の流し方や圧力の加え方などによってバッド溶接 やフラッシュバッド溶接と呼ばれる溶接方法があります。
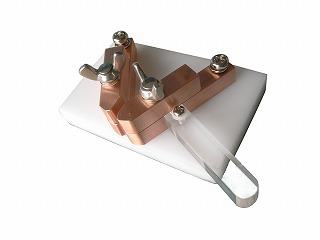
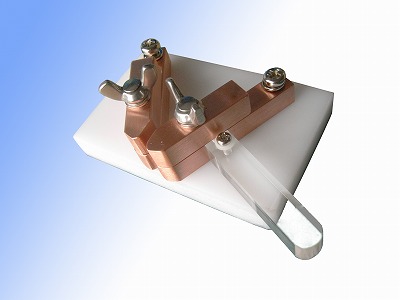
バッド溶接(butt welding)は、突合わせた部分に圧力を加えながら電気抵抗を利用して発熱・溶接します。帯鋸を溶接するためのバッド溶接機があります。
フラッシュ溶接は、溶接初期段階では圧力は加えず、電気抵抗による発熱のほかに、発生するアーク放電を積極的に利用して加熱し、その後圧力を加えて溶接します。このため比較的高い溶接強度が得られます。
溶接プロジェクション溶接は、板材同士を溶接する時に、一方の板材にあらかじめ突起加工を施し、ここにスポット溶接の電極をあてがって溶接する方法です。突き合わせ溶接をする際に、突き合わせ部分の切り口を意図的に突起を残すことにより、プロジェクション溶接を要素取り入れ、溶接強度を上げることもできます。
|
HSW-03型溶接機ではシームモードを利用することにより短時間のうちに間欠的に電流をながすことができます。複数回の溶接により、フラッシュ溶接に近い状況を作り出すこともできます。
【「据え込み」について】
突合せ溶接では、加える圧力にもよりますが、溶接部分に「据え込み」が発生します。据え込み(すえこみ)とは、金属を加熱して曲げたり延ばしたりする鍛造作業における用語の一つで、素材を軸方向に圧縮して長さを短くし断面を大きくする作業のことを指します。つまり、溶接部位が圧力により膨れることを「据え込み」が発生するといいます。
|