スポット溶接機の電極 Yokodai.JP製
|
|
電極はYokodai.JP製のすべての溶接機で共通利用可能です

精密溶接電極 PSW-T1
|
|
電極設定  |
PSW-T1 |
精密溶接電極 |
精密溶接電極PSW−T1は、心線径0.1mm以下の熱電対や細線などの溶接の他、それらを顕微鏡下で対象物に溶接する場合に最適なクロム銅製の電極です。HSW-FB2平板電極の上にワークをを置いて写真のように使用します。 ケーブル長:約50cm
【使用例】 各種細線の溶接・熱電対
顕微鏡下での溶接作業   
※写真はモリブデン部品と熱電対です |
| |
|
|
熱電対用溶接ピンセット PSW-TC1
|
|
電極設定  |
PSW-TC1 |
熱電対用溶接ピンセット電極 |
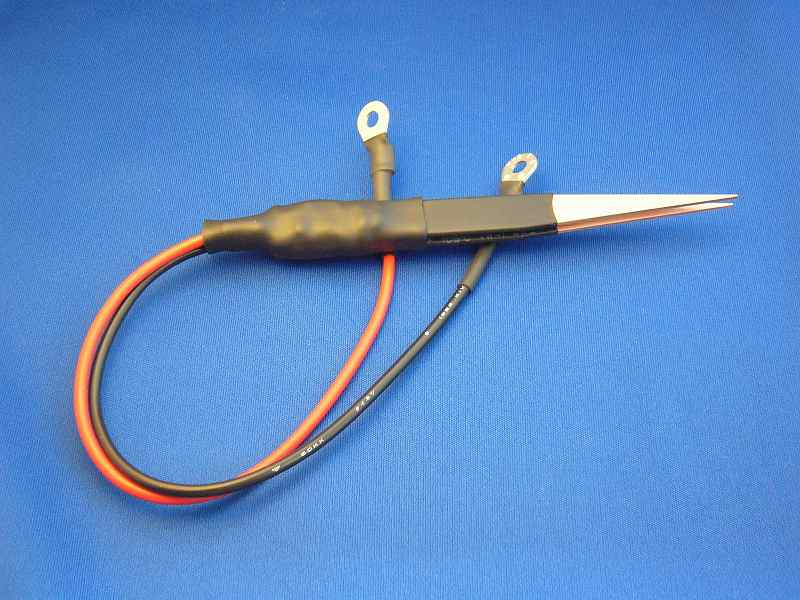
線材直径0.1mm以下の熱電対まで対応できる溶接ピンセットです。電極先端が細線を目視しやすいため、肉眼でも素線径0.1mmと0.025mm熱電対が溶接可能です。※HSW-TC1より変更 ケーブル長:約50cm
【使用例】 アルメル・クロメル,
銅・コンスタンタン熱電対 
※HSW-01A使用時は
パワーコントローラHSW-PC1必須
※HSW-02A使用時もHSW-PC1使用を推奨 |
| |
 |
棒状電極 HSW-EB1
|
|
電極設定 |
HSW-EB1 |
棒状電極 |
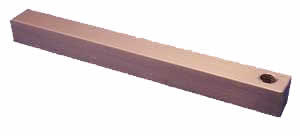
HSWシリーズ溶接機用 棒状電極です。
溶接ペンの一方を外し、代わりに接続して用います。
作業性の向上と大電流による強力な溶接が得られます。押し当てて利用することもできます。
[ 電極寸法 ] 10mm角 , 長さ98mm
[ 材 質 ] 電気銅
[ 取付 ネジ ] M5(HSWシリーズ共通)
|
| |
|

平板電極 HSW-FB2
|
|
電極設定 |
HSW-FB2 |
平板電極 |
HSWシリーズ溶接機用 平板電極です。
溶接ペンの一方を外し、代わりに接続して用います。
ステンレスメッシュをローラ電極を用いて溶接する場合や、大きいワークを扱う場合に棒状電極では不安定な場合に用います。
[ 電極寸法 ] 縦90 , 横150 ,
厚2mm
[ 材 質 ] タフピッチ銅
[ 取付 ネジ ] M5(HSWシリーズ共通) |
| |
|

溶接ピンセット HSW-W2
|
|
電極設定 |
HSW-W2 |
溶接ピンセット電極 |
溶接物を上下から挟み込むピンセット状の電極です。薄板・線材料の溶接に用います。120mmのフトコロと、5mmの電極間距離を確保しています。接続部より溶接ペンを取り外して、溶接ピンセットを接続して利用します。
※先端寸法図(参考値)
ケーブル長:約10cm
|
| |
|

溶接スティック PSW-P2
|
難溶着・高操作性電極
※本品は、次の「PSW-P1」に変更いたしました。
|

溶接スティック PSW-P1
|
難溶着・高操作性電極
HSW-01A/02Aに標準装備の溶接ペンに比べ、溶着しにくいクロム銅電極チップを装着しています。
グリップ部の直径が11mmと太く、上部より力を加えることもできるため、安定した電極押下圧力が得られるため、操作性も格段に向上します。
電極チップを取り外し・交換可能な構造により、メンテナンスも容易です。※写真のとおり数量は1本になります。
オプション・チップ
・標準クロム銅チップ (全長35mm)
・ロングクロム銅チップ (42mm)
・メッシュ用クロム銅チップ (先端が平坦)
・銅タングステンチップ
・銀タングステンチップ 製品はこちらでご覧ください |
| |
|
|

タブ用ワンハンド電極 PSW-H3
※特許取得済。
|
|
電極設定  |
PSW-H3 |
タブ用ワンハンド電極 |
バッテリータブ溶接における(1)電極を片手で保持でき(2)スプラッシュ発生の低減 を意図して開発いたしました。電極の押下圧力を自動的にバランスさせる設計により、両手で電極を保持していた場合に時折発生していた一方の電極の押下圧力不足によるスプラッシュ(火花)を大幅に減らすことができました。作業能率も格段に向上します。 組電池の商業的生産にも使用されています。 |
| |
|
|
精密ワンハンド電極 PSW-VH3
※2022年夏、新しい電極が誕生しました。
|
|
電極設定 |
PSW-VH3 |
精密ワンハンド電極 |
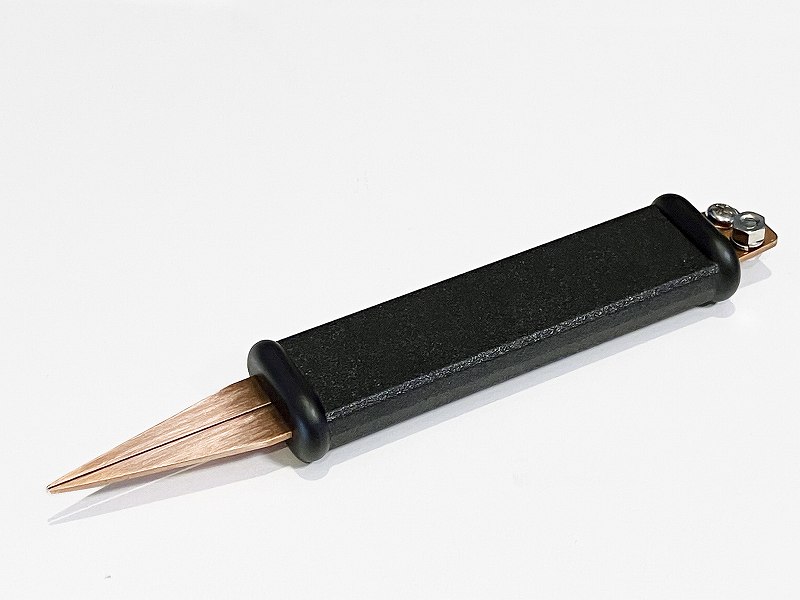
ワークの上下に電極を当てることが出来ない場合、片側からの溶接を可能にする「タブ用ワンハンド溶接」の先端を約1mm幅として、極小部品の溶接を可能にしたのが、この「精密ワンハンド電極 PSW-VH3」 です。セラミック基板上の極薄ワークに0.08mm厚のニッケル板を溶接するような作業に適しています。
|
| |
|
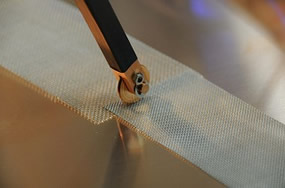
ローラー電極 PSW-R2
|
|
電極設定 |
PSW-R2 |
ローラー電極 |
金網、箔などの溶接でローラー電極をワークに接触させたまま動かせるので連続的な溶接作業ができます。電極にワークが溶着しにくいクロム銅を使用しております。
通常は写真のように銅板もしくはHSW-EB1棒状電極を下にしてワークを挟んで溶接しますが、棒状電極を押し当てて下になるワーク自身を電極にする方法もあります。 電極
交換用ローラ電極は、PSW-R2-C1です。
|
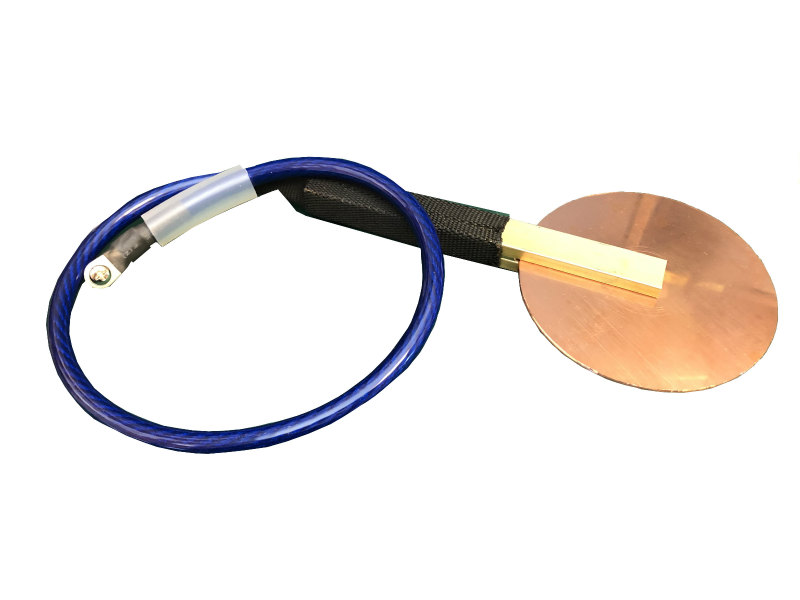
ローラー電極 PSW-R5
|
|
電極設定 |
PSW-R5 |
大口径ローラー電極 |
直径約100mmの大口径ローラー電極です。アルミ箔を溶接する際にも軽く動かすことができます。電極にワークが溶着しにくいクロム銅を使用しております。ケーブル長は約50cmです。
|
| |
|
|

クリップ電極 HSW-CL1
|
|
電極設定   |
HSW-CL1 |
クリップ電極 |
大きな筐体全体を電極としたい場合に利用します。25mm程度まで挟むことができます。 ケーブル長:約15cm
重量:約420g 単体包装外寸:10x20x4cm
※標準溶接ペン電極の一方を付け替えます。
|
| |
|

溶接ペン HSW-P1S
|
|
電極設定 |
HSW-P1S |
HSW-01A用溶接ペン |
HSW-01A本体に付属の品です
溶接点から溶接ペンへの放熱が理想的に行われれば、溶接ペンがニッケル板に溶着してしまうことは少ないのですが、実際は溶接ペンの押下圧力の過不足により溶着してしまうことが頻繁に発生します。通常は、溶接ペン先のクリーニングにより回復させますが、使用頻度が高く、溶接ペンを交換する必要がある場合にご求めください。 |
| |
|

溶接ペン HSW-P1N
|
|
電極設定 |
HSW-P1N |
HSW-02,03用溶接ペン |
HSW-02Aと03本体に付属の品です
溶接点から溶接ペンへの放熱が理想的に行われれば、溶接ペンがニッケル板に溶着してしまうことは少ないのですが、実際は溶接ペンの押下圧力の不足により溶着してしまうことが頻繁に発生します。通常は、溶接ペン先のクリーニングにより回復させますが、使用頻度が高く、溶接ペンを交換する必要がある場合にご求めください。
|
| |
|

熱電対用溶接ピンセット HSW-TC1W
|
|
電極設定 |
HSW-TC1W |
銀・タングステンピンセット電極 |
HSW-TC1と同等の形状で、全材質を銀・タングステンにした溶接ピンセットです。銀・タングステンの使用により、銅・コンスタンタン熱電対を溶接する際に発生する、熱電対材のピンセットへの溶着を著しく減少させることができます。
現在、受注生産となっております。メールにてお問合せください。 |
| |
|
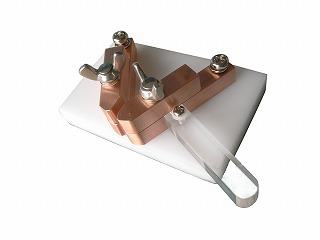
突合せ電極 HSW-FTF
|
|
電極設定   |
HSW-FTF |
突き合わせ電極 |
※本品は生産終了し、次の HSW-FTG に移行しました。 |
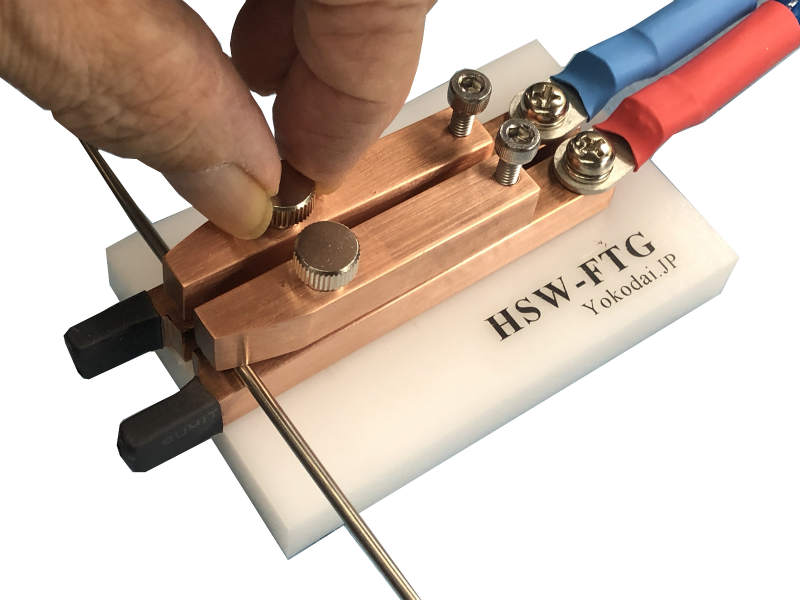
突合せ電極 HSW-FTG
|
|
電極設定 |
HSW-FTG |
突き合わせ電極 |
線材の木口部分の溶接や、リング溶接に利用します。直径0.5mmから2mm程度の線材の溶接に適しています。リング内径は3mm程度以上を対象としています。 2本の電極で挟み、黒いパドルをつまんで押し付けながら溶接します。
※本品はHSW-FTFの後継機種です。
取扱説明書ダウンロードはこちら
|

突合せ溶接用グリップ電極
|
|
電極設定 |
突合せ溶接用グリップ電極 |
突合せ用グリップ電極 |
上記の PSW-FTF突合せ電極 の後継として制作した突合せ溶接用グリップ電極です。ワークの一方を挟んでもう一方へ押し付ける形で用います。もう一方のワークは平板電極上に置くか、クリップ電極で挟んで給電します。ユーザの要望に合わせ協議して製作しました。現在、受注生産となっております。メールにてお問合せください。
|
| |
|
|
|
ユーザが製作されたスポット溶接機の電極 |
ユーザが製作された電極をご紹介しています |
こちらのページをご覧ください |
|
|
【配色の説明】
電 極:赤(+電極) 青(-電極)
ワーク:緑(ワーク1) 橙(ワーク2)
【発熱と吸熱について】
ほとんどの場合、赤(+電極)で発熱
青(-電極)で吸熱が起きます。
従って、棒状電極や平板電極には
赤(+電極)を接続するとよいでしょう。
このことにより赤(+電極)に接続した溶接ペンは青(-電極)に接続した溶接ペンより損耗が激しくなる傾向があります。下の写真は、上から新品、(-電極)で使用、(+電極)で使用の順です。

|
| |
|