ステンレスの溶接方法と事例紹介 |
| ステンレス線の溶接
|

|
顕微鏡下で行う溶接では、
平板電極(HSW-FB2)と
精密溶接電極(PSW-T1)で
|
|
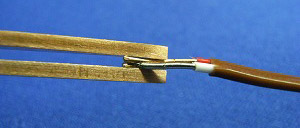
0.3mm以下の線材の溶接は、熱電対用ピンセット電極(PSW-TC1)で |

|
太く厚い材は、溶接スティック(PSW-P1)と棒状電極(HSW-EB1)で |
 |
0.3mm以上なら溶接ピンセット(HSW-W2)の利用をお勧めします。 |
| |
|
|

|

|
上下から挟むことができれば、溶接ピンセット(HSW-W2)が利用可能です。これでクッキー型を作れれている女性が何人もいらっしゃいます。
作成できる円筒の長さは、ピンセット電極のフトコロの長さ120mmの2倍程度までに制限されます。
|
| |
|
|
 |

写真クリックでビデオ再生
|
ステンレス板0.3mm厚を使用して円筒をつくり、溶接ピンセットで挟んで溶接しています。
|
|

|

<別ウィンドウで拡大> |
 データベースには、多くの金属種の詳細事例があります。
|
| ステンレス板とステンレス線の溶接 |

写真クリックでビデオ再生
|
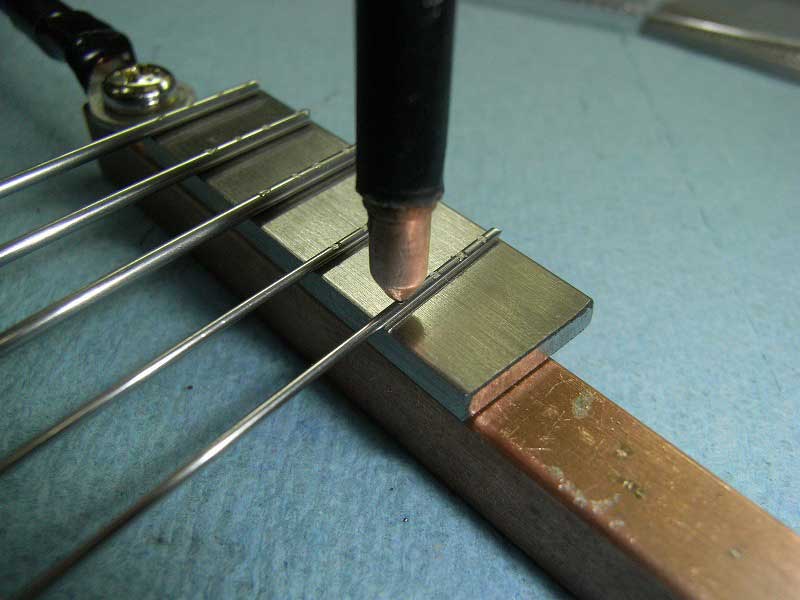
0.5mm厚のステンレス板に、線径0.3mmのステンレス線を、植毛するように溶接しています。平板電極(HSW-FB2)上にステンレス板を置き、熱電対用ピンセット電極(両極をまとめて接続)で挟んだステンレス線を押し付けて、木端面を溶接しています。使用機種はHSW-03機ですが、線径がこの程度であれば、HSW-02でも溶接可能です。(HSW-01A機では、パワーコントローラを利用して電圧を調整する必要があります。) |

ステンレス棒と板の溶接
(HSW-02A+HSW-CL1使用)
|

<別ウィンドウで拡大>
SUS3mmにφ1~1.5SUS線を溶接
|
溶接スティック(PSW-P1)
<拡大>
|
|
強度を必要とする用途にはHSW-03機を御使用ください。 |
|
|
金網は金切はさみで切断すると、端からほぐれてきて、やがては原型を留めないまでにバラバラになってしまします。
次のページは、「ステンレスメッシュ」でのスポット溶接機の活用例です。 |
|
|



























