熱電対の接点を溶接する
熱電対(ねつでんつい)詳細説明
測定対象に溶接する
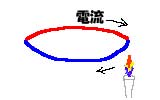
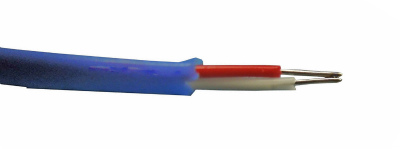
2種類の金属線接続し、一方の接続点を熱すると電位差が生じて金属線に電気が流れます。発生する電圧を計測することで温度がわかります。・熱電対の種類と物性はこちら
熱電対接点の作り方
【 より線 】ねじり合わせただけですが、簡易温度測定に使用されています。こちら
アルメル・クロメル熱電対
白金・白金ロジウム熱電対
熱電対ピンセット電極を使用している動画
(註)撮影のため、スプラッシュを発生させています。 通常はこのように火花が飛び散ることはありません。
<写真クリックで拡大> 【試験片】 白金・白金ロジウム 0.2mmステム部HSW-02 A +HSW-PC1(パワーコントローラ) PSW-TC1(熱電対用ピンセット電極) 目視にて
アルメル・クロメル熱電対
銅・コンスタンタン
【試験片】 0.1mm と 0.025mm 【使用機】 HSW-02 A + HSW-PC1(パワーコントローラ) PSW-TC1(熱電対用ピンセット電極) 目視にて
【試験片】 K熱電対 0.3mm <目視にて平行に溶接>【使用機】 HSW-02A + PSW-TC1(熱電対用ピンセット)
【試験片】 K熱電対 0.3mm <目視にて溶接>【使用機】 HSW-01A + HSW-EB1(棒状電極) HSW-PC1(パワーコントローラ) 使用
【試験片】 銅・コンスタンタン 0.65mm(芯線径)【使用機】 HSW-03 +HSW-W2(ピンセット電極)
【試験片】 銅・コンスタンタン 0.1mm(芯線径) 【使用機】 HSW-02A +HSW-PC1(パワーコントローラ) HSW-EB1(棒状電極)
熱電対の溶接に用いる電極
棒状電極と溶接ペン
溶接ピンセット
熱電対溶接ピンセット
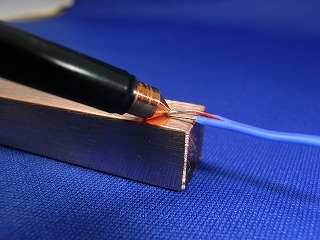
棒状電極 上に、熱電対を置き、溶接ペン先端の腹で押さえて溶接します。0.3mm以上の熱電対に適しています。
簡単に作れる!熱電対の溶接に用いる治具
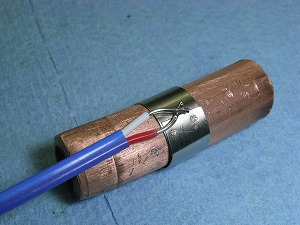
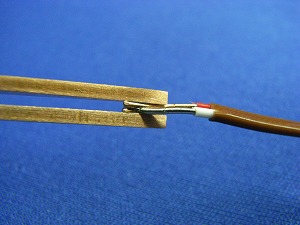
(1) 熱電対先端部を平行にして溶接する時の治具(詳細はこちら )
・焼き鳥の串のような、竹串の先端に割りをいれて、熱電対を挟み込み平行状態に保持し、
(2) 素線径 0.025mm を保持する治具
・ボール紙小片に、素線をクロスさせて状態で、片持ち状態でテープ固定します。
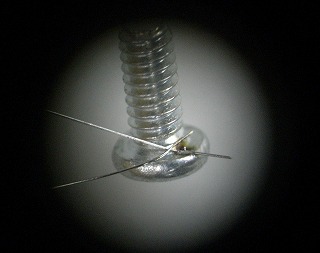
0.1mm以下の極細熱電対を実態顕微鏡下で溶接する
平板電極 (HSW-FB2) と 精密溶接電極 (PSW-T1)
(Step1) 平板電極 上に、熱電対の組線を、クロスさせた状態にしてテープで固定
(Step2) 実体顕微鏡ステージに平板電極 を置きます。
(Step3) 精密溶接電極 で交点部分を溶接します。
熱電対溶接時の電極選択ガイド
① HSW-EB1 ・・汎用性の高い電極です。溶接ペンと併用し、下敷きとして使います。 HSW-W2 ・・・比較的太目の線材(0.3mm以上)で使用します。上下から線材を挟んで溶接します。PSW-TC1 ・・0.1mm以下の細線の溶接に最適です。ピンセットのように対象を挟んで溶接します。 PSW-T1 , HSW-FB2 ・・・顕微鏡下の溶接に最適 (PSW-T1の大電流対応版PSW-TPN もあります)
熱電対溶接時の機種選択ガイド
① HSW-01A ・・・パワーコントローラを併用することによって電圧を調整することが可能になります。HSW-02A ・・・パルス幅調整可能なため単体で広範囲に使用可能。パワーコントローラを併用することにHSW-03 ・・・・電圧・パルス幅ともに調節可能です。またLCDで設定値が読めるため操作性も向上します。
2本の熱電対素線を平行させた状態の接点を作る方法
素線を平行させた状態で溶接すると強度も上がり、測定対象へも溶接しやすくなります。素線径が0.3mm以上ならば、指先で押さえながら溶接することもできますが,右のように簡単な治具を作ると便利です。
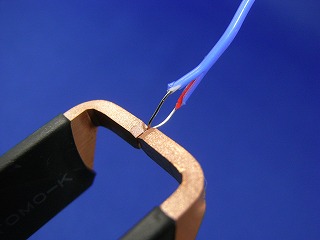
竹串に割りを入れたところに熱電対素線を挟み、熱電対ピンセット電極を使用して溶接します。 溶接箇所を増やせば強度も上がります。測定対象に溶接する場合も、溶接しやすく熱抵抗も下がります。
プラスチック製(絶縁性)のピンセットを用いて2本の線を平行にくわえて、熱電対ピンセット電極を口元に当てて溶接するのも良いようです。
熱電対の種類と物性
【概要】 熱電対(thermocouple)には、使用温度範囲によって異なる種類の金属の組み合わせが用いられます。よく使用される組み合わせとして、K型と呼ばれるクロメル・アルメル(共にニッケル合金)、T型と呼ばれる銅・コンスタンタン(コンスタンタンは銅とニッケルの合金)や、精度が高く、高温にも耐える白金・白金ロジウム熱電対などがあります。
K型 熱電対の物理的性質 T型 熱電対の物理的性質
アルメル
【 組 成 】 Ni94%, Al2%, M2%, Fe, Si等の合金
クロメル
【 組 成 】 Ni 80%,Cr20%
コンスタンタン
【 組 成 】 銅 Cu 55%,Ni45% からなる合金 銅
K型 熱電対の溶接時の留意事項 T型 熱電対の溶接時の留意事項
K 型 熱電対
T 型 熱電対 ペルチェ効果 による吸熱側となるよう電極の極性を(-)側とします。
熱電対の物性と ペルチェ効果の積極的利用
銅は、電気抵抗が低く溶接するために電流を流しても発熱が少ないためスポット溶接しづらい金属です。また、電気抵抗が低い金属は熱伝導率が高いため、せっかく発熱させても熱は急速に逃げるため、溶接したい部分の温度が上がりにくいのです。従って、銅素線側の温度を充分高くするため、次の二点に配慮することが重要です。一つ目は電極形状で、銅素線に接する電極の面積を許す限り小さくして熱が電極へ逃げるのを妨ぐことです。二つ目はペルチェ効果で、直流スポット溶接機の特性を生かして温度を上げにくい銅線に接する電極側をペルチェ効果の発熱側とすることです。
反対に①コンスタンタン側に接触させる電極の放熱効率を上げ、②コンスタンタンと電極との間で発生する熱量を下げるよう配慮することもです。具体的に①は、熱伝導率が大きく熱容量も大きな電極を用いること、②はペルチェ効果を考慮してコンスタンタン側の電極が吸熱になるようスポット溶接機の青ケーブル(-)側を接続することです。また、0.3mm以下の太さでは、溶接を2回に分け1回目は電圧を低めに設定し、2回目でコンスタンタンが溶断しない範囲で高めに設定する方法もあります。1回目の溶接で電気的に接続されるため、強度を上げるための2回目の溶接で、スプラッシュが発生しにくくなり、溶断する確率も低下します。
発熱・吸熱について不明な金属においては、極性を反転してどちらが良いかをみてください。
熱電対を測定対象となる金属に溶接する場合は 「熱電対を測定対象に溶接する」 をご覧ください。
心線径mm
K T E
クロメル・
R
0.65 mm
○E W
× W
0.5mm
◎T ,T1 ※
0.32 mm
◎E W T ※
○W T ※
0.2mm
◎T ,T1 ※
0.1 mm
---
---
0.1と
0.025
---
---
0.025 mm
---
---
使用電極 T 熱電対専用ピンセット電極 (PSW-TC1) W 溶接ピンセット電極 (HSW-W2) E 棒状電極 (HSW-EB1) と溶接ペン (HSW-P1S) ※ パワーコントローラ (HSW-PC1) は必須です。 ・記号が複数ある場合どちらも可能を意味します。フットスイッチ はオプションです。
心線径mm
K T E
クロメル・
R
0.65 mm
◎○E W
○△ W ※2
0.5mm
◎T ,T1
0.32 mm
◎E W T
◎ W T
◎T ,T1
0.2mm
◎ T ,T1
◎ T ,T1 ※
◎T ,T1 ※
0.1 mm
◎ T ,T1
◎ T ,T1 ※
0.1と
0.025
◎T, T1 ※
◎ ※
0.025 mm
○T1
○T1 ※ ※2
使用電極 T 熱電対用溶接ピンセット電極( PSW-TC1) W 溶接ピンセット電極 (HSW-W2) E 棒状電極 (HSW-EB1) と溶接ペン (HSW-P1N ) T 1 顕微鏡下の作業は、平板電極(HSW-FB2) と 精密溶接電極 (PSW-T1) の使用を推奨。パワーコントローラ (HSW-PC1)を 併用 ・記号が複数ある場合どちらも可能を意味します。溶接ペン は溶接機本体に標準装備しています。フットスイッチ はオプションです。
心線径mm
K T E
クロメル・
R
0.65 mm
◎E W
◎ W
0.5mm
◎T ,T1
0.32 mm
◎E W T
◎ W T
◎T ,T1
0.2mm
◎ T ,T1
◎ T ,T1
◎T
0.1 mm
◎T ,T1
◎ T ,T1
0.1と
0.025
◎T, T1
◎
0.025 mm
◎T1
◎T1
使用電極 T 熱電対用溶接ピンセット電極( PSW-TC1) W 溶接ピンセット電極 (HSW-W2) E 棒状電極 (HSW-EB1) と 溶接ペン (HSW-P1N) T 1 顕微鏡下の作業は平板電極 (HSW-FB2) と 精密溶接電極 (PSW-T1) の使用を推奨。
・記号が複数ある場合どちらも可能を意味します。 ・溶接ペン は溶接機本体に標準装備しています。LCDパネルにて直読可能 なため
***** 熱電対用スポット溶接機 推奨セット *****
HSW-01A熱電対セット
HSW-02A熱電対セット
熱電対専用 ピンセット電極(PSW-TC1) を使用すると、直径0.025mmでも、肉眼で目視確認しながら、熱電対を溶接することができます。HSW-01A 及びHSW-02A 型機ではパワーコントローラ(HSW-PC1) を併用してください。
HSW-02A型機はパルス幅も調整が出来るので,HSW-01Aより格段に溶接しやすくなります。パワーコントローラ(HSW-PC1) は不要です。
熱電対の溶接は肉眼で行いましたが、 。
HSW-03 型機では、溶接電流パルス幅に加えて溶接電圧も調節可能なため、HSW-02A 型機で必要だったパワーコントローラ も不要です。さらにLCDパネルに値が表示されるため、HSW-02Aよりも、最適値の再現性が高くなります。また、フットスイッチが付属し、HSW-02Aの2倍の溶接容量を有するため、厚手の金属材料の溶接など幅広く利用可能です。 上記のセットを参考に電極を選択してください。